やはり、根本原因からの解決が必要なようで・・・
難工事となるため躊躇していましたが、これからウォームホイールの穴径拡大など、
0.02mm台の難しい工作が続くので・・・
ところで、系列機でも、本機 Compact3 と最上位機の Compact9 が、
主レールの手前に送りネジを有し、
中級機の Compact7 だけが、ベッド間に送りネジを設けています。
ニューアルト YD2500 もベッド間に設けています。
どのような設計思想なのか気になるところ・・・

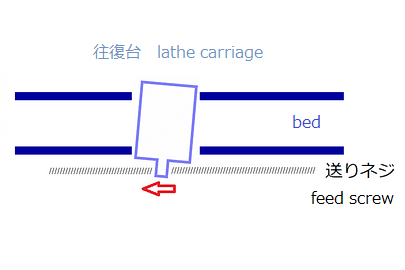
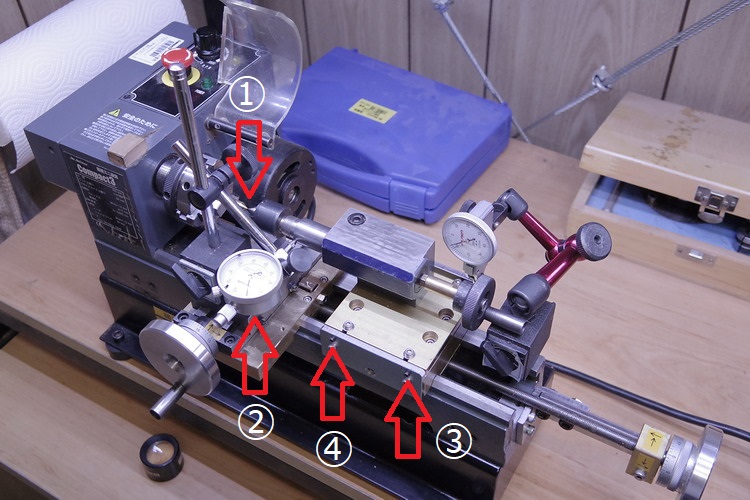
| 旋盤の魔改造 送りネジの移設 Relocate the lead screw of the lathe for higher accuracy. クロススライドを、滑りの良い真鍮製に改造し、2年経過しましたが、それでもたまに中ぐり作業で、 それも高精度が必要な時に限って、削り過ぎとか加工に失敗することがあります・・・ |
| 下図のような、クロススライド(往復台)の首振り運動が原因していますが、 やはり、根本原因からの解決が必要なようで・・・ |
|
|
|
| 送りネジをベッド間へ移設することにしました。 難工事となるため躊躇していましたが、これからウォームホイールの穴径拡大など、 0.02mm台の難しい工作が続くので・・・ ところで、系列機でも、本機 Compact3 と最上位機の Compact9 が、 主レールの手前に送りネジを有し、 中級機の Compact7 だけが、ベッド間に送りネジを設けています。 ニューアルト YD2500 もベッド間に設けています。 どのような設計思想なのか気になるところ・・・ |
|
 |
|
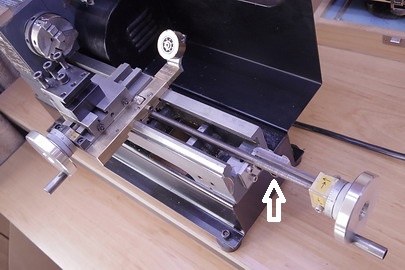
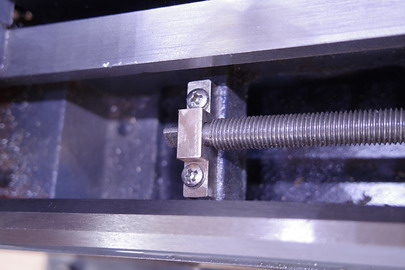
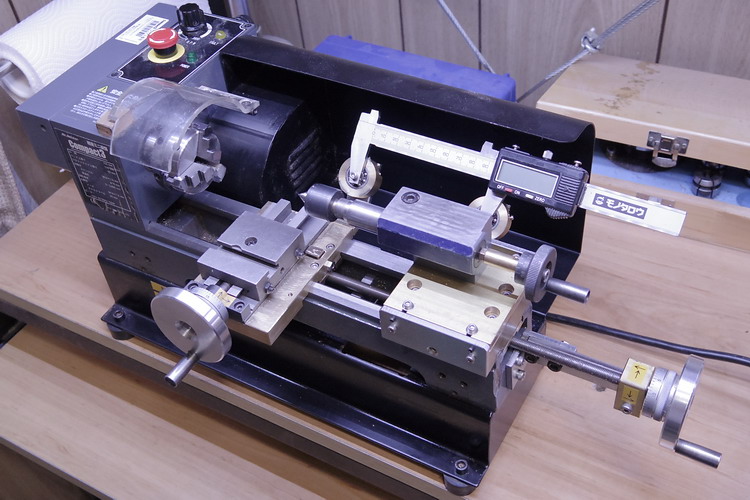
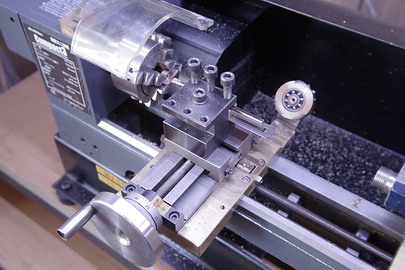
| Before remodeling. 改造前の状態・・・ このように当初、送りネジはベッドのかなり手前にありましたが・・・ |
|
 |
|
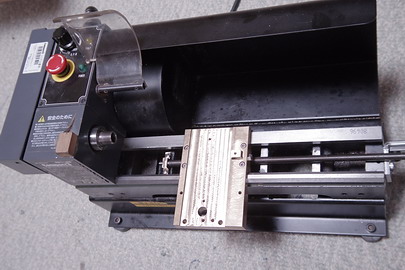
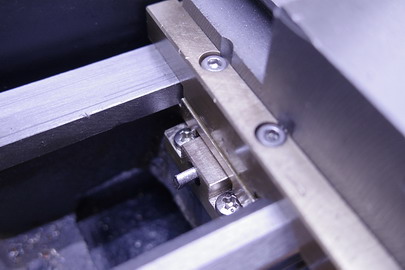
| Relocated the feed screw. ベッド間に移設しました。 難工事でしたが、実作業は一週間で完了しました。 |
|
 |
|
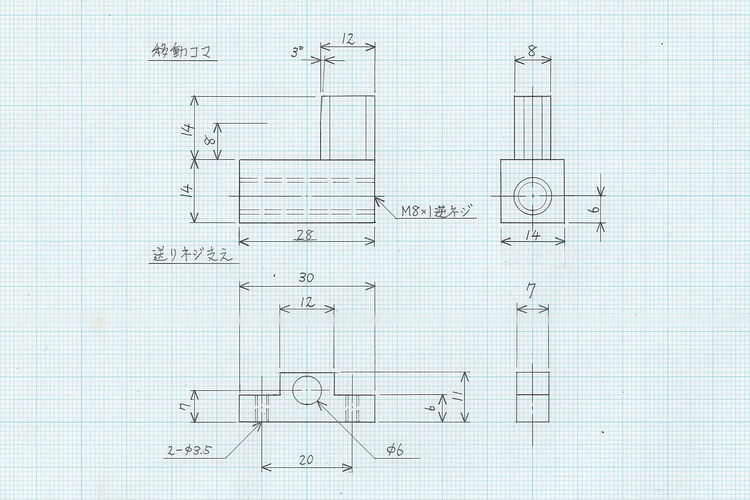
| 下の部材から構成を説明します。 送りネジと送りネジ支え、移動コマ・・・ 移動コマには、クロススライドに推力を伝えるための、ツノが生えています・・・ |
|
 |
|
| 移動コマの上に、押さえ板が被さります。 押さえ板は、その上にくるクロススライドの浮き上がりを阻止します。 実使用状態では移動コマと押さえ板は接触していません・・・ |
|
 |
|
| さらにその上にクロススライド・・・ 押さえ板は、クロススライド側からの4本のキャップスクリューで引き上げられます。 移動コマのツノとクロススライドはルーズに結合していて、 送りネジの偏芯などに由来する、不都合な応力はクロススライドに伝わらず、 送りネジの推力だけがクロススライドに伝わる仕掛け・・・ このような縁切り機構は汎用旋盤には殆ど見られませんが、 数10ナノメーターの精度で加工を行うような 超精密旋盤 には実施例があります。 構成は全く異なりますが、その例ではボールネジ・ナットの僅かな円錐運動を、 クロススライドに伝えないよう工夫されています。 余談ですが、その旋盤でも送りネジはベッド(ガイドレール)の間に設置されています。 |
|
| 2021/10/3 作図 | |
 |
|
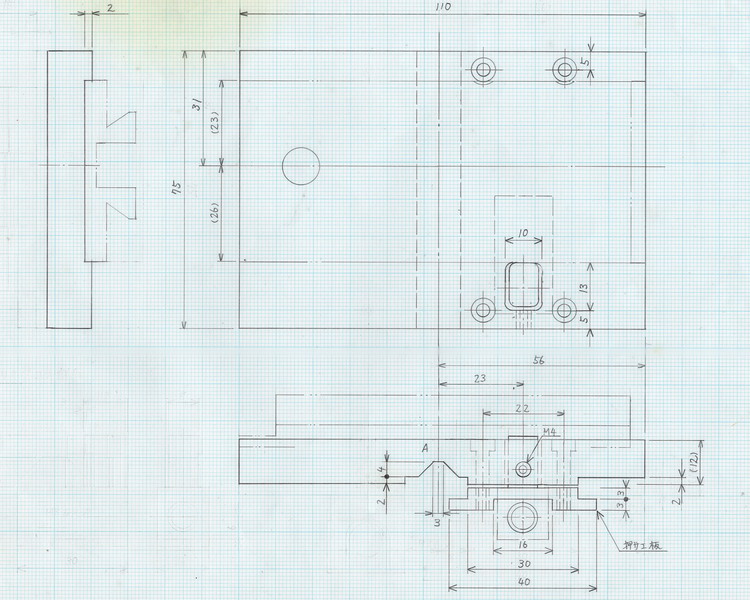
| 組立図です。図面の油染みはご勘弁・・・材料は快削真鍮です。 押さえ板は、送りネジを避けるため凸型にしました。 クリアランスがなかなか確保できず、設計には苦労しました。 以前、製作の部材を流用している為、無駄に分厚い材料を使ったので、 12mm厚のフラットバーから製作できる様、図面を改変しています。 以前は移動コマ作用点が、かなり下方に在ったため、 クロススライドの移動時に、一方が浮き上がり易いという欠点もありました。 そこで今回、移動コマ作用点は、上図のM4タップ近辺の、摩擦面高さに接近させるようにし、 クロススライド移動時に、一方が浮き上がるような応力が生じない様、配慮しました。 電気機関車等・台車の、軸重移動防止機構に少し共通する面がありますな。 追記:このクロススライドは後日、大型のものに設計変更し、作り替えました。 |
|
| 2021/10/3 作図 | |
 |
|
| 移動コマと送りネジ支え。 同じ改造を施す方は居ないと思いますが、 機体差もありうるので、 この寸法で同じように製作・組立可能かどうかは保証できません。 |
|
 |
|
| 実際の改造作業・・・電動工具の刃先が届かないので、 送りネジ支えの設置場所を、平ヤスリで均しているところ。 ハンドパワーは疲れます・・・ 手前側に移設前の送りネジと移動コマが写っています。 |
|
 |
|
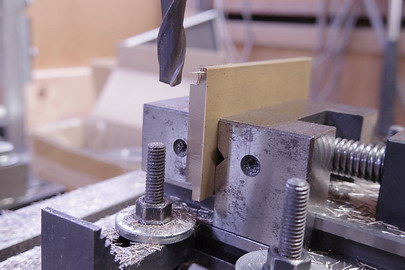
| 鋳鉄のフレームに、送りネジ支えを取り付け・・・ 調子に乗ってネジ下穴を高回転で開けていると、 鋳鉄の不均質のため、ドリルを折り込んでしまいました。 そこで、鋳鉄の固い組織にブチ当たった際、ドリルが空転できるように、 チャックのドリル把握を弱めに、クラッチも最弱に、低速回転で開ける様しました。 |
|
 |
|
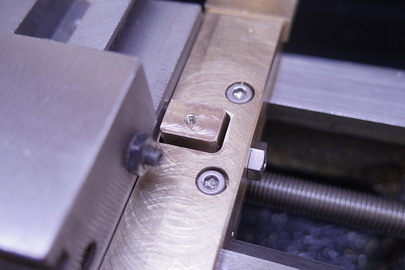
| 送りネジ支えは、このように押さえ板の下に、ギリギリ潜り込みます・・・ |
|
 |
|
| ですのでクロススライドは十分、左(主軸側)まで寄せることができます。 |
|
| 2021/10/7 | |
 |
|
| 移動コマは、先にM8逆ネジタップを切っておいてから外形切削。 |
|
 |
|
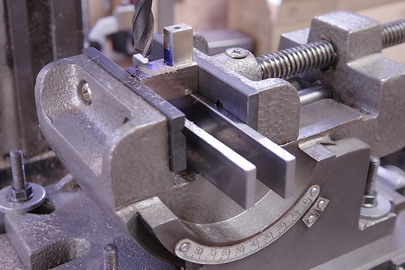
| アングルバイスを使って3°の逃げの部分の切削。 青ニスを吹いています・・・ |
|
 |
|
| 組み込んだ移動コマ・・・クロススライドに推進力を伝えます。 クロススライドの移動時は、送りネジの回転に伴い、 蒸機のクロスヘッドのように移動コマが微動して、 送りネジの偏芯を受け流している様子を観察できます。 移動コマ上部のネジ穴には、移動コマの回転を拘束するための機構を 取り付ける予定でしたが、 無くても実用上支障無い事が判り、現在では何も付けていません。 |
|
| 2021/10/4 | |
 |
|
| 押さえ板の摺動部は平滑性が必要なため、 エンドミルの側面削りで行います。 写真は、その肝心な摺動面が写っていません・・・ |
|
 |
|
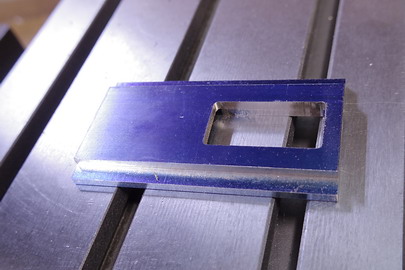
| 切削を終えた押さえ板。 移動コマを避ける穴を明けたところ。 摺動面は写っていますが、今度は青ニスが被って・・・(^^;)☆\バキ!! これからネジ穴を開けます。 |
|
 |
|
| クロススライドの裏は、先回製作時から厚みを約3mm削ります。 裏返して削っているところ・・・ |
|
 |
|
| 移動コマのツノが入る穴を開けてます。 |
|
 |
|
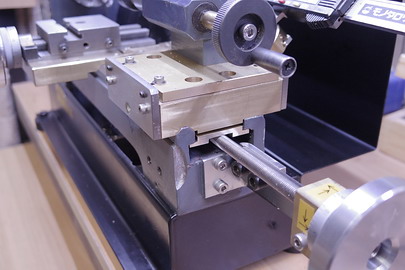
| 送りネジを避ける様、芯押台の改造も終えました・・・ ご覧の様に、送りネジと押さえ板のクリアランスはギリギリです。 |
|
| 2021/10/10 | |
 |
|
| 送りネジの移設とは直接関係ありませんが・・・ 本機の場合、芯押台はプロ機のように調整ネジ一本で調整・・・という訳には参りません。 一度、分解してしまうと、ややこしい調整作業が待ってます。 ダイヤルゲージ2個を使って芯押台の調整風景・・・ 方法の詳細は、芯押台の項に記載しました。 |
|
| 2021/10/10 | |
 |
|
| さて、改造の成果ですが、DROの数値変化などから間接的に判る、 クロススライドの振れ、首振り運動は全く無くなりました。 また、クロススライドを移動した時の、DROの数値変化も滑らかで良い感触ですが、 ここで大ボラを吹くと、そこは百鬼夜行の鉄道模型界・・・ ここぞとばかりに袋叩きに逢いますので、 これから種々の加工を行い、時間をかけて報告しようと思います。 やはり工作機械は数年掛けないと真価は判りません。 |
|
| 2021/10/24 | |
 |
|
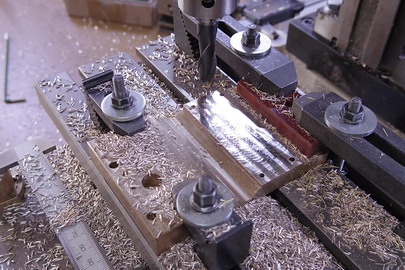
| 四爪インディペンデントチャックで芯出し後、 中ぐりバイトで、ウォームホイールの穴径拡大を行っているところ・・・ クロススライドの首振り運動が無くなり、クロススライドの往き帰りで、 切削半径が僅かに変わるような事がなくなったので、 今のところ0.02mm代の安定した加工が行えています。 |
|
| この頁 「旋盤・送りネジ」 URL https://musikfest.ran-maru.net/OJQ030.html |
| Return to top of page |  |
