機体差もありうるので、あくまで参考程度に見て下さい。
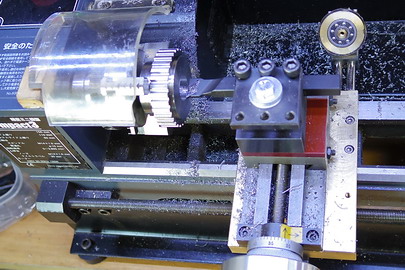
オリジナル機は、モーターと主軸の減速比が、Lo:1/4と Hi:1/2の2速で、
作例でも当初、交換できるように、両方のプーリーを考えていましたが、
OJゲージの工作には1/2の減速比だけで十分のようです。
また、別項の自作制御回路を使用した場合、低速回転時に、比較的トルクの粘りがあるので、
なおのこと、2速にする必要性は感じられませんでした。
購入品は以下の通りで、廉価で済みました。
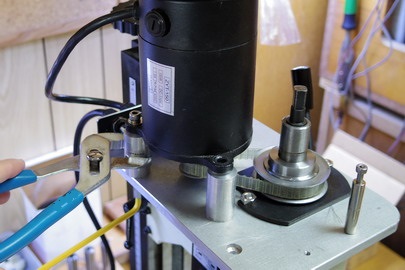
大プーリー(K30XL037BF・片山チエン・30歯)¥979-
小プーリー (K15XL037CF・片山チエン・15歯)¥629-
タイミングベルト(100XL031U・三ツ星ベルト・幅7.9mm・周長254mm)¥589-
タイミングベルト(100XL037U・三ツ星ベルト・幅9.5mm・周長254mm)¥679-
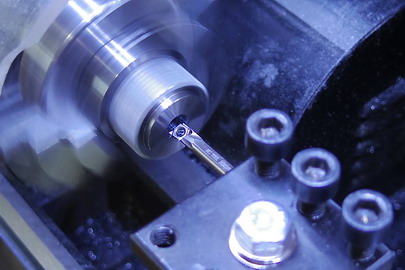
エンドミル食い込み時の発生トルクなどを計算して、
タイミングベルトは幅の異なる2種類を準備しました。
ちなみに怪しげな海外キットは、
写真で見た限りですが、タイミングベルト幅が細すぎるように思われました。
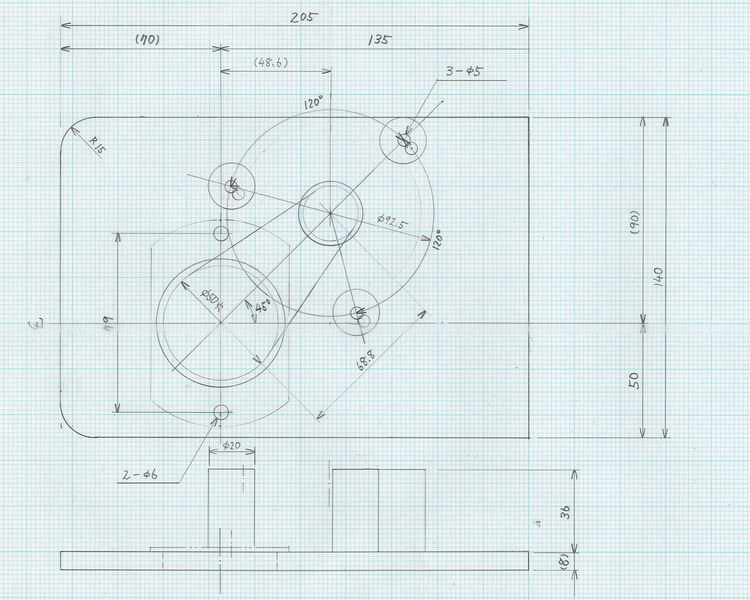
上記のタイミングベルトを使用したとき、プーリーの軸間距離は、68.8mmとなります。
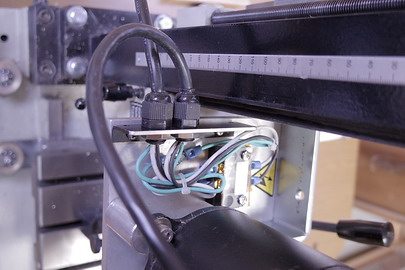
またさらに、後述の軸間調整機構を設け、微調整に対処します。
追記:上記のベルト・プーリーの組み合わせは、後日、頁下の フライス盤プーリーの交換 のように
インボリュート歯型のものに変更しました。