

縁が滑らかなので、スローアウェイチップもRの大きなものを使用。

旋盤のチャックは、ご覧のようにER32コレットを使用しています。

同心円模様の内側から三列目は、
旋削バイト先を意図的にビビらせて、ローレット風の模様を付けましたが、
塗装・完成後は、ほとんど判らなくなってしまいました。
折角の苦労が水の泡です。
旋削および以下の作業でチャッキングする為の、Φ10 の柄が背面に飛び出ています。

| シリコーン型・エポキシ注型 Silicone mold epoxy casting |
シリコーン型を製作し、エポキシ樹脂を注型して、 レンガ高架橋壁面に飾るメダリオンを量産します。 |
| 2024/09/20 | |
|
|
| 最初に、旋盤で真鍮の型を作ります。 |
|
|
|
| 皿の部分を削ります。 縁が滑らかなので、スローアウェイチップもRの大きなものを使用。 |
|
|
|
| 同心円模様を削り出します。 旋盤のチャックは、ご覧のようにER32コレットを使用しています。 |
|
|
|
| 旋削を終えたところ。 同心円模様の内側から三列目は、 旋削バイト先を意図的にビビらせて、ローレット風の模様を付けましたが、 塗装・完成後は、ほとんど判らなくなってしまいました。 折角の苦労が水の泡です。 旋削および以下の作業でチャッキングする為の、Φ10 の柄が背面に飛び出ています。 |
|
 |
|
| 周囲の分割線を、彫刻用ビットで彫刻します。 フライス盤にロータリーテーブルを載せて行いました。 円周を16分割するので、ロータリーテーブルは22.5°ずつ回します。 彫刻用ビットを低速で回転させ、 線を引くのではなく、多数の点を打つ感じで彫刻していきます。 |
|
 |
|
| 側面の分割線も同様に・・・ これも実際に、注型して塗装まで行うと、 意外に目立たなくなるので、もう少し深く彫刻すべきでした。 |
|
 |
|
| シリコーン型を作ります・・・ シリコーンは2液を等量混合するタイプ。 少量の硬化剤を混ぜるタイプより、混合比のバラツキが出にくいです。 金属型の方には離型剤としてカリ石鹸を塗っておきました。 |
|
 |
|
| カップを切り開いてシリコーン型を取り出します・・・ シリコーン型は2セット作りました。 写真に写っているのは1セット分です。 |
|
 |
|
| シリコーン型に エポキシ樹脂 を注入しているところ・・・ 初回のみ、離型剤としてカリ石鹸を薄く塗布しました。 メダリオンを吸着固定させるための磁石も、投入します。 |
|
 |
|
| 型を閉じたところ・・・ |
|
 |
|
| 12時間後、未だ柔らかいですが、型から取り出します・・・ 型が2個なので、12時間毎に2個、一日に4個しか作れません。 この後、バリなど不要部分を切り落とします。 合計21個作って、大きな失敗は一個・・・ 大きな気泡が入ってしまいました。 磁石は、硬化中に次第に動いてしまうので、 なかなかセンターに位置しませんが、吸着には支障ありませんでした。 型中心に、センター保持用の鉄片でも仕込んでおけば良かった・・・ |
|
 |
|
| ミッチャクロンを塗布・・・ 磁石を仕込んであるので、木ネジの頭に吸着させて乾燥させています。 あまり密に配すると、何かの拍子に一瞬にしてバチバチと吸着、集まってしまいます。 この後、次のようにアクリルガッシュで塗装。 イエローオーカー(32-A・ターナー色彩)で下塗り、 香色(こういろ)(332ーA・ターナー色彩)で上塗り |
|
 |
|
| レンガ壁面を木ネジで固定して・・・ |
|
 |
|
| ・・・その木ネジの頭を隠す形で、メダリオンを吸着・固定します。 ですので、何かの都合でレンガ壁やメダリオンを取り外す際も簡単です。 |
| 2024/11/01 | |
| 制走堤を作りました。 数が必要なので、シリコーン型とエポキシ注型で量産します。 プロトタイプは尾久機関区に在ったものとしました。(→画像等はありません。) |
|
 |
|
| 先ず、真鍮で母型を作ります。 フライス盤メタルソーでカットしたところ。 写真のような箇所は、エンドミルで切削するより、メタルソーの方が作業時間を短縮できます。 また、無駄な切粉の発生も減らす事ができ、切り落とした欠片も、他に利用できたりします。 |
|
 |
|
| 短い枕木が嵌るところを削っています。 エンドミルで削ると、コーナーにRが残ってしまうので・・・ |
|
 |
|
| 折れたドリルをグラインダーで削って作ったタガネで、 コーナーを直角に仕上げます・・・ 大変そうに思われますが、作業は数分で終わりました。 緑の柄は、鋭すぎる刃先を整えるためのハンドラップです。 |
|
 |
|
| シリコーン型を作ります・・・ シリコーンA液、B液、離型剤のカリ石鹼、 分解能0.01gの電子天秤、容器、母型など・・・ |
|
 |
|
| 左のシリコーン型に、エポキシ樹脂を注いだところ・・・ 制走堤は上下、逆さまの状態で注型されます。 |
|
 |
|
| 左から、①真鍮で作った母型、 ②エポキシで普通に注型したもの、 ③シリコーン型に離型剤を塗り過ぎて、泡立ったところにエポキシを注型したもの。 これは表面があばたになっていますが・・・ |
|
 |
|
| 塗装と枕木貼り付けを終えたところ・・・ ③表面があばたになったものは、コンクリが風化している風の表現に適しています。 |
|
 |
|
| 出来上がった制走堤を、転車台周線に置いてみました。 |
|
| 2025/02/07 | |
| レンガ製検査・修繕ピットに設置する、レンガ階段の製作過程です。 BBM1930s では、アクリル板にレーザー加工という、華麗なプロセスを見せて頂きましたが、 当局では旧態依然、シリコーン型エポキシ注型の力技で製作します。 |
|
 |
|
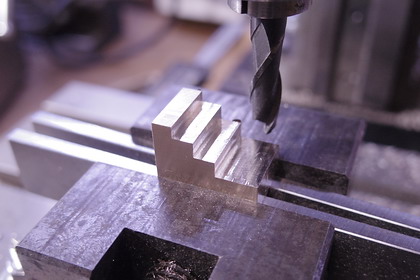
| 母型は真鍮で製作します。 真鍮フラットバーを整形、フライス盤で一段目を削ったところ。 |
|
 |
|
| 二段目。 切り粉は掃ってから撮影しています。 |
|
 |
|
| 三段目。 |
|
 |
|
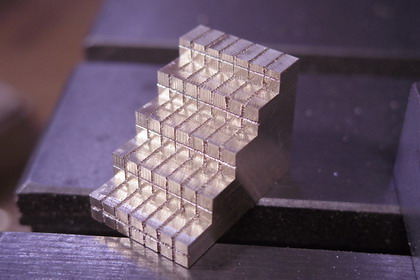
| 四・五段目を削り終えました。 |
|
 |
|
| 彫刻用ビットで、モルタルの継ぎ目を表現します。 ビットを低速回転させ、多数の点を繋げるように打ち、彫刻していきます。 ビットとワークの干渉を避けるため、ワークを斜めに保持しています。 |
|
 |
|
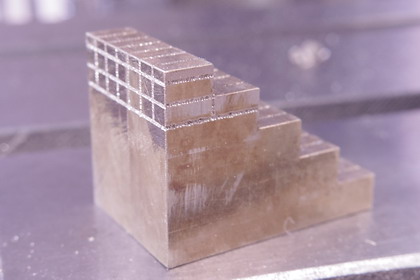
| 表面の彫刻を終えたところ。 |
|
 |
|
| 見える可能性のある、裏面や側面にも彫刻を施しておきます。 朝から作業開始して夕方近く。ここまで来る頃には、もうへとへと・・・ 間違えないように加工しなければならないので、 長時間の集中力の持続は、ボケ気味の頭にはしんどい。 |
|
 |
|
| 写真は、真鍮の母型からシリコーン型を製作したところ。 この、シリコーン型に 2液性エポキシ樹脂を混合後、注型し硬化を待ちます。 真空脱泡機が在れば済む話なのですが、当局には無いので(当時)代方として・・・ エポキシ注型後、最初の数時間は、冷暗所に置いて気泡が抜けるのを待ち、 その後、ストーブの前など、暖かい所へ移して硬化を促進させる様にすると、 気泡があまり混入しません。 このような感じなので、一日、一個しか作れません。 |
|
 |
|
| 硬化品が、ピットに入り切らなかった為、 少し幅を詰めているところ。 |
|
 |
|
| ミッチャクロンを塗布後、茶系統のアクリルガッシュ数色で塗装。 一個は塗装前の状態。 |
|
 |
|
| ピット端に、レンガ階段を設置。 色合いが、レンガペーパーと揃っていないのが気になりますが、 それでも、レンガ庫に相応しい、古風なレンガピットです。 |
| この頁のURL https://musikfest.ran-maru.net/OJQ056.html |
| Return to Top page |  |
