最近、加工寸法の計算が合わないなど、X軸のDRO値に疑義を抱く局面がありました。
当局にとって、フライス盤DROの信頼性は非常に重要なので、
急遽、DROの改修作業を行いました。
ノギスによる測定で、くちばしの先で測定するより、計測部(目盛り)に近い根元の方で測定した方が、
誤差が少なくなるのは、誰しも経験があると思います。
これは、ノギスのスライド部が、僅かに傾斜・回転するために起こります。
これを、仮に測定物を計測部にもっと近づけ、同軸で測定すると考えたらどうでしょうか?
誤差は非常に少なくなると思われます。
測定精度を高める為には、測定対象物と計測部(目盛り)を、同一軸上に配置しなければならない。
これが現在、アッベの原理 として知られている、機械工学上の原理原則です。
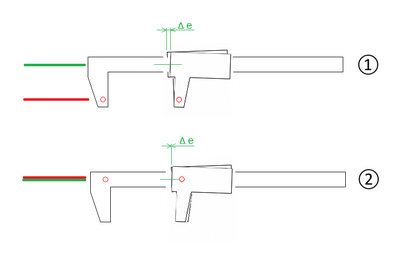
ノギス・スライド部が僅かに回転することで、どの程度誤差が発生するかを、
簡略化して描いたのが、上図です。
ノギス・スライド部の回転は、フライス・テーブルの往復などで生じます。
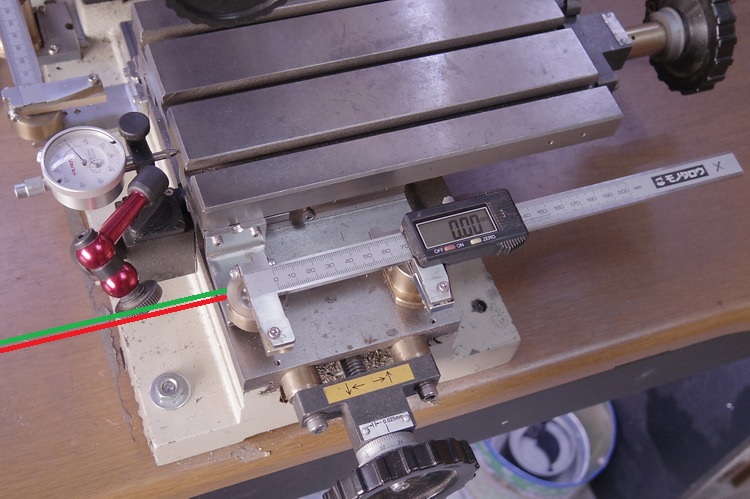
① 計測軸(緑)と測定対象物(赤)が離れている場合は、誤差が大きく、
② 計測軸(緑)と測定対象物(赤)が同軸の場合は、誤差がほとんど発生しません。
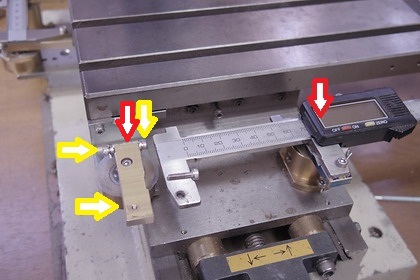
①の構成です。
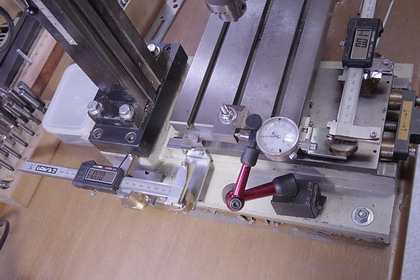
下写真のように、ダイヤルゲージを併設し、テーブルを左右移動させ、
同一測定点における、行き方向及び戻り方向の、ノギスの指示値差を確認すると、
0.03mm 程度在りました。
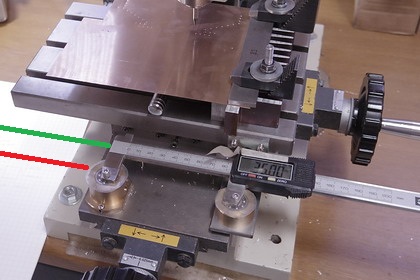
できるだけ、アッベの原理に沿った測定ができる様、改良を施しました。
②の構成となります。
ダイヤルゲージ※注 との比較の結果、
テーブルの右移動時、左移動時のノギスの指示値差は、
殆どが 0.00mm 大きくても0.01mm 以内に収まるようになり、
さらに、ノギス・スライド部に強制的に左右回転させる様な、圧力を加えてみても、
指示値は、ほとんどブレなくなり、計測の安定感、信頼感は格段に向上したように思います。
※注 ダイヤルゲージ自体のバックラッシュ誤差(戻り誤差)は3μm以内です。