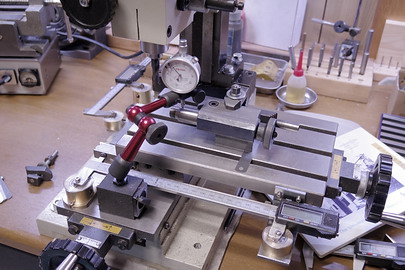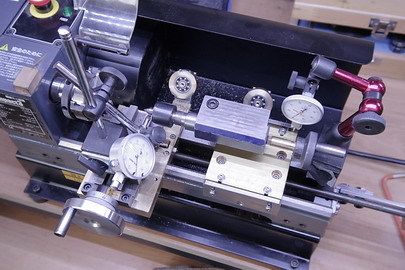
上部は元の芯押台を流用し、t6真鍮板の上へねじ止めします。
t6真鍮板の位置を、押しねじで微調整できるようにしました。
プロ機に比べると若干、調整手順が煩雑ですが、これで芯押台調整機構を有することに・・・
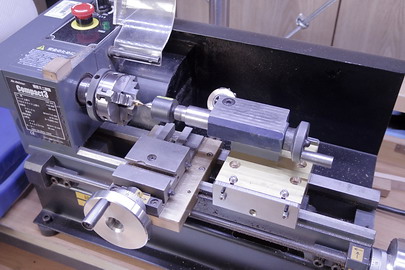
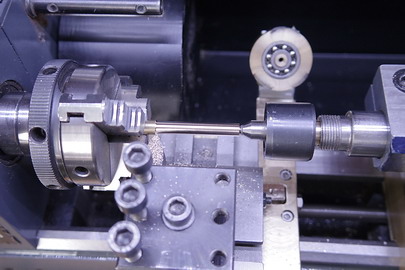
下部ブロック、主レール(ベッド)と接する部分は、真鍮フラットバーから切削します。
浮き上がりを阻止するため、下部に 凸形の真鍮押さえ板を設けます。
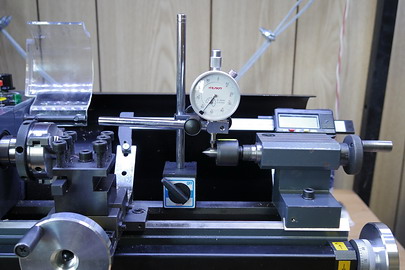
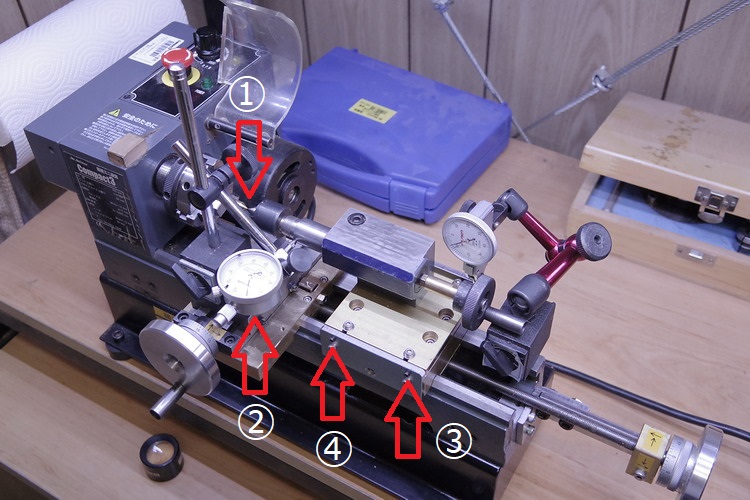
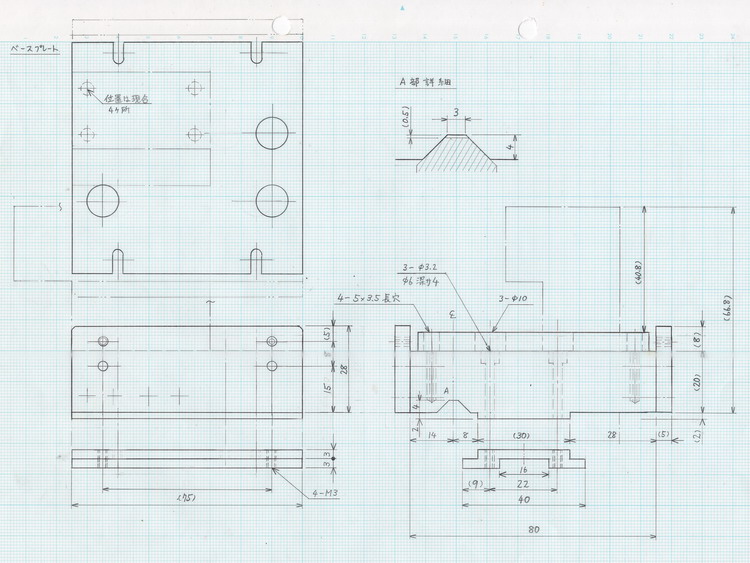
押さえ板の押圧調整ネジには、上からアクセス可能です。
3本のM3キャップスクリューで押さえ板を引き上げることで押圧を調整します。
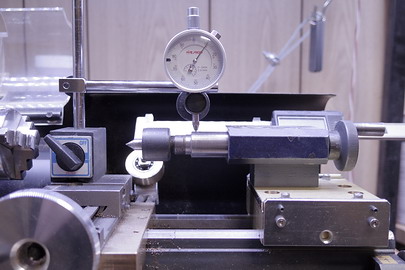
押圧調整ネジは、4箇所設けたいところですが、
不可能なので止むを得ず3箇所にしています・・・