
芯押台のφ10ストレートシャンク、ぴったりに製作したので、これを利用しない手はありません。

| 旋盤芯押台 固定センター Fixed lathe center |
部材をセンター押しで切削する際、格別、高精度・綺麗に仕上げたい時などに、 回転センターより固定センターの方が都合が良い事があります。 |
| そこで先回、製作した治具から、固定センターを製作します。 | |
| 2022/9/3 | |
|
|
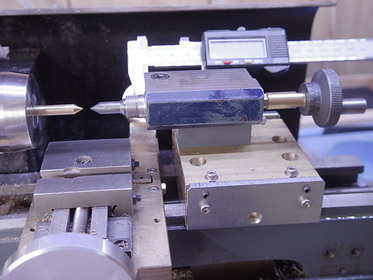
| 先回、チャックアーバー自作時に製作した治具。(手前) 芯押台のφ10ストレートシャンク、ぴったりに製作したので、これを利用しない手はありません。 |
|
| 2022/9/3 | |
 |
|
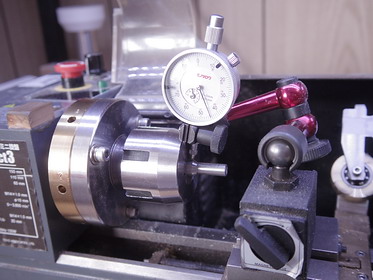
| 主軸を手回しして、ダイヤルゲージが振れなくなるようにして芯出しします。 コレットチャックを使って、とりわけ厳密にセッティングします。 振れは約2μmに収めましたが、現状の腕ではこれが精一杯・・・ |
|
| 2022/9/3 | |
 |
|
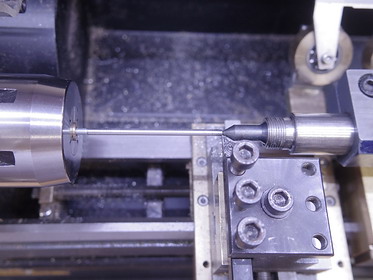
| トップスライドを30°にセットして切削します。 スローアウェイチップは、DCMT070202-FV NX2525(三菱)を使用。 |
|
| 2022/9/3 | |
 |
|
| 切削が終わった固定センターは、S45CD材を使っているので焼き入れ可能です。 ガス火で赤熱するまであぶって、水で急冷して焼き入れ。 |
|
| 2022/9/3 | |
 |
|
| 芯押し台にセットしたところ・・・ 作業の遅い当鉄道工場でも、半日も掛からず製作完了・・・ |
|
| 2022/9/6 | |
 |
|
| 精度と美観が必要となる、細長い鉄ロッドを切削しているところ・・・ 回転センターだと数ミクロンオーダーの僅かな芯ブレが影響し、 表面に変な模様がついたりして、綺麗に仕上がらない事があります。 その際は、むしろこのような固定センターの方が良いです。 使い方は特にありませんが、なるべく低速回転で・・・ センター押しする部分は注油して摩擦を減らしてください・・・ |
|
| この頁 「固定センター」 URL https://musikfest.ran-maru.net/OJQ039.html |
| Top page |  |
