
芯押し台へは汎用性の高い、モールステーパー等ではなく、
φ10 のストレートシャンクで装着・・・
テーパー MT-1 の回転センターを入手し(左)追加工します。
オリジナルに比べてかなり巨大ですな・・・

| 旋盤の魔改造 回転センター Lathe live center shank 回転センターも、作り直します・・・ |
|
|
| 右がオリジナルの回転センターです・・・ 芯押し台へは汎用性の高い、モールステーパー等ではなく、 φ10 のストレートシャンクで装着・・・ テーパー MT-1 の回転センターを入手し(左)追加工します。 オリジナルに比べてかなり巨大ですな・・・ |
|
 |
|
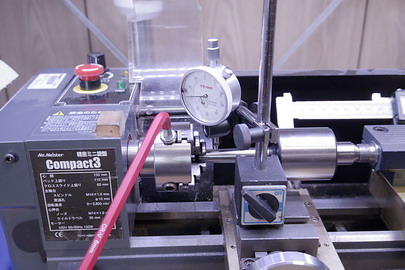
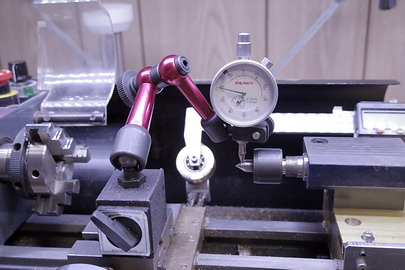
| 四つ爪チャックでテーパーの末端をチャックし、 写真のセッティングで手で回転させて、 ダイヤルゲージの針が振れなくなる様にして、芯出しします・・・ |
|
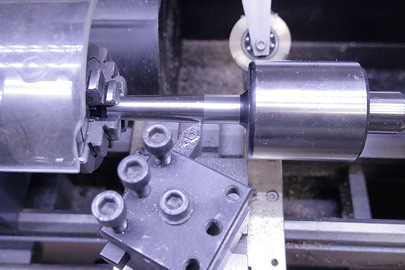 | |
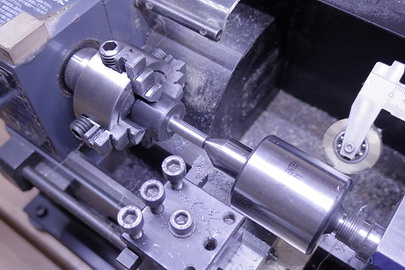
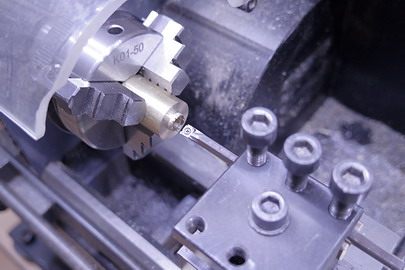
| テーパーをストレートに削り直しているところ・・・ 芯押し台側が φ10.04 だったので、そこまで削ります・・・ スローアウェイチップは、普段使用しているものでは、切削肌が荒れ気味で、色々試用した結果、 意外にも DCMT070202-FV NX2525 (三菱マテリアル)が好結果でした・・・ |
|
 | |
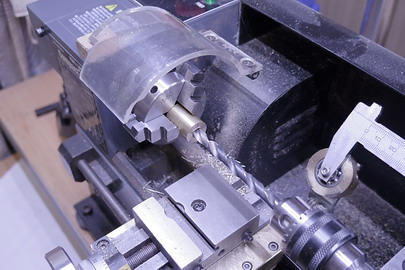
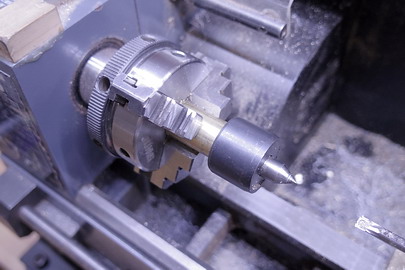
| ゆっくり回転させて、糸鋸で切り落とし・・・ |
|
 |
|
| φ10.04 ジャストに仕上げたので、そのままでは芯押し台側へ入りません・・・ 油目ヤスリで回転させながら削り、調整します。 均等にではなく、少しウエストが細くなるように削るのがコツ・・・ ガタが出ては困るので、芯押し台には、少し圧入気味にしました・・・ 回転センターの周囲にビニルテープを巻き、 フライス盤に回転砥石を取り付けて、軽く押し当て、回しています・・・ |
|
 | |
| 左が、追加工の終わった回転センター・・・ |
|
 | |
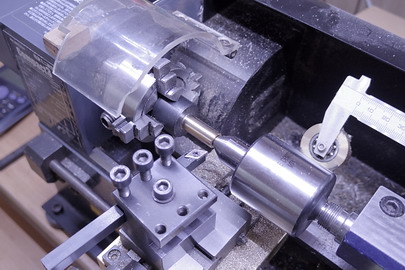
| 回転センターを芯押し台にセットして振れを見ているところ・・・ ダイヤルゲージの振れは 6μm程度に収まりましたので、まあまあ合格・・・ |
|
| 旋盤の魔改造 回転センター(小) Lathe live center shank オリジナルの回転センターも、作り直します・・・ |
 | |
| オリジナルの回転センターの誤差の原因は、偏芯ではなく 芯押し台にセットした際、ストレートシャンクのガタが多いことが原因と判明したので、 軸に真鍮パイプを被せて調整します・・・ 先ず、回転センターの φ10 部(実際にはφ9.94 ぐらいでした)を φ7.00 ジャストに削ります・・・ こういった加工があるので、先程、加工した回転センターが必要になります・・・ |
|
 | |
| 先ず φ15 の真鍮棒に φ6 の穴開け・・・ |
|
 | |
| 中ぐり用バイトで慎重に内径をφ7.00まで広げます・・・ |
|
 | |
| 回転センターを挿入してみます・・・ 入らなければ少しずつ拡張します。 うまく入るようになったところで、ロックタイトで接着固定します・・・ |
|
 | |
| ロックタイトが硬化したら、外径を φ10.04 に削ります・・・ |
|
 | |
| 回転させながら、芯押し台に少し圧入する程度まで、油目ヤスリで削ります。 中央部が少し細くなるよう削るのは、大型回転センターと同様・・・ |
|
 | |
| 芯押し台にセットし、ダイヤルゲージで振れをみます・・・ 回転センター大より若干精度が良く、振れは5μmぐらいでした・・・ OJ車両の上回りの製作には、もちろんこれほどの精度は無くても何とかなりますが、 工具や治具、車軸や駆動系の製作には、 この程度の精度が欲しくなる場合があります。 |
|
| この頁 「回転センター」 URL https://musikfest.ran-maru.net/OJQ026.html |
| Top page |  |
