アマゾンで購入しました。今時、珍しく木箱入り・・・
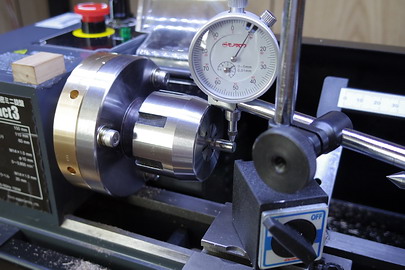
コレットはφ4φ6・・・φ16まで2mm間隔で 7個揃っています。
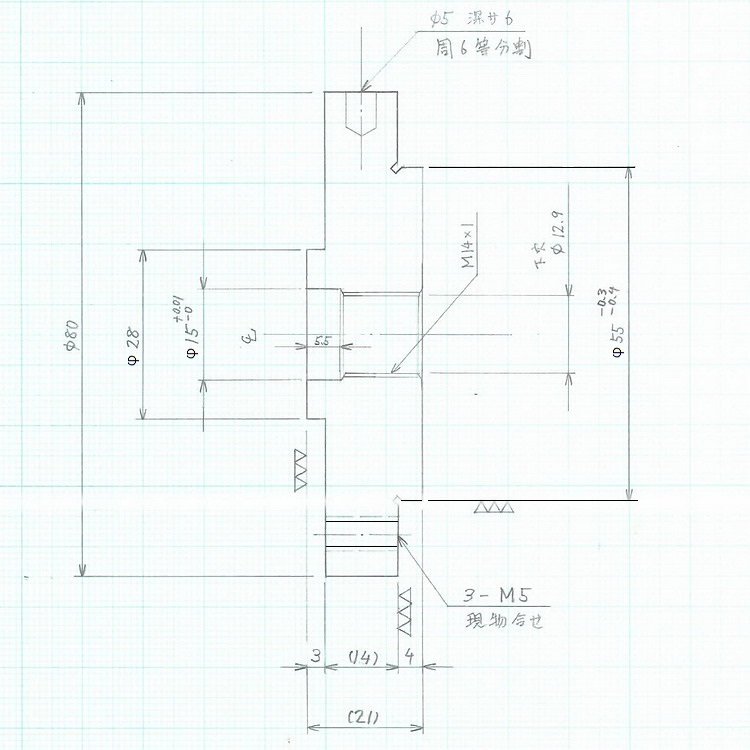
ドラゴンツールですが、裏のはめ合い部はφ55.00mmピッタリで精度は良さそう・・・
追記1:
そちらを利用されるのが良いと思います。
追記2:後日、ドラゴンツールが非常に廉価だったので購入して、ER16コレットアダプタを試作してみました。
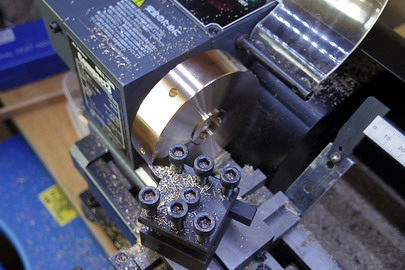
しかし、コレットチャックの方は、そこそこの精度がありましたが、
コレットそのものは精度が悪く(振れ150μm)とても使い物にはなりませんでした。
やはり、本稿のように、それなりの価格のものを購入する必要があるようです。